Hvordan vælger man en mølle til foring?

Det er tid til ferier, og dermed øges hyppigheden af landture til hytterne. Der har en håndværker altid noget til at låne en hånd, der giver fri tøj til en kreativ start i konstruktion og reparation. Et uundværligt materiale til vægindretning er praktisk foring, lavet for hånd.

arter
Valget af møller til foring bestemmes af produktionsmål og økonomisk gennemførlighed. Fræsningsudstyr har en anden effekt, så den er udstyret med forskellige typer modeller, der adskiller sig i skaftdiametre på 8 og 12 mm.
Alle typer strukturelt kan opdeles i flere grupper:
- Hold med mekaniske fastgørelsesknive;
- med loddeblade
- monolitisk.
Præfabrikerede modeller har flere fordele, men de er de dyreste. Hvis du skifter pladen på karbid eller højhastighedstål og bruger det samme sæt, er det muligt at arbejde med træ med forskellig densitet. Knive skærpes, og når produktionsressourcerne er udmattede, skal kniven selv udskiftes, og ikke hele møllen.


Blandt modellerne med loddeplader er de mest populære de såkaldte sikkerhedskopierede. De har en lavere pris i forhold til den første. På grund af processen med jordforbindelse på forsiden, ændres arbejdsprofilen ikke, når den regrindes. Dette er den største fordel ved sådanne tilfælde sammen med den lette regrinding. Desuden har deres tænder øget styrke. Ved regrinding øges størrelsen af riller til udmatning af træflis, hvilket er praktisk i drift.
Oftest i jordmodellerne anvendes loddeplader af højhastighedstål. For eksempel, Р6М5 (HSS). Fremmed-lavet højhastighedstælle er markeret i overensstemmelse med internationale standarder ved forkortelsen HSS (High Speed Steel).



Til fremstilling af beklædningsmateriale vælges træarter af blød eller mediumtæthed. Koniferer - gran og fyr, bredbladet - linden, alder. Derfor er valget af højhastighedse legering ikke utilsigtet.
En dyrere klasse har loddeplader på hårde wolframlegeringsskiver. Især indenlandske legeringer VK8, VK15 (wolfram og kobolt). Fremmedgjorte faste legeringer er udpeget i overensstemmelse med ISO som HM (Hard Material), hvilket betyder fast metal. Andet navn - Solid carbide. Denne type opfører sig godt, når der skæres store mængder fast træ - eg, ask, bøg.
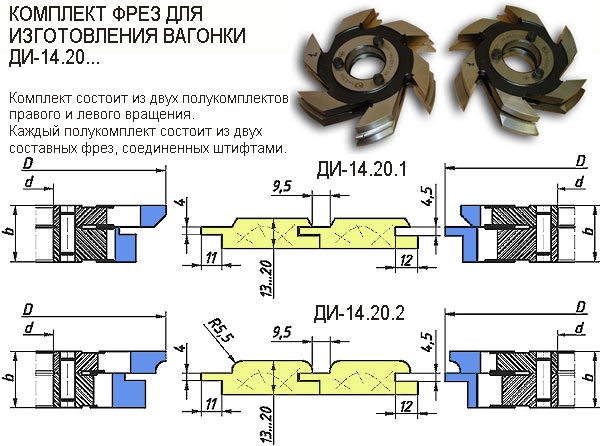
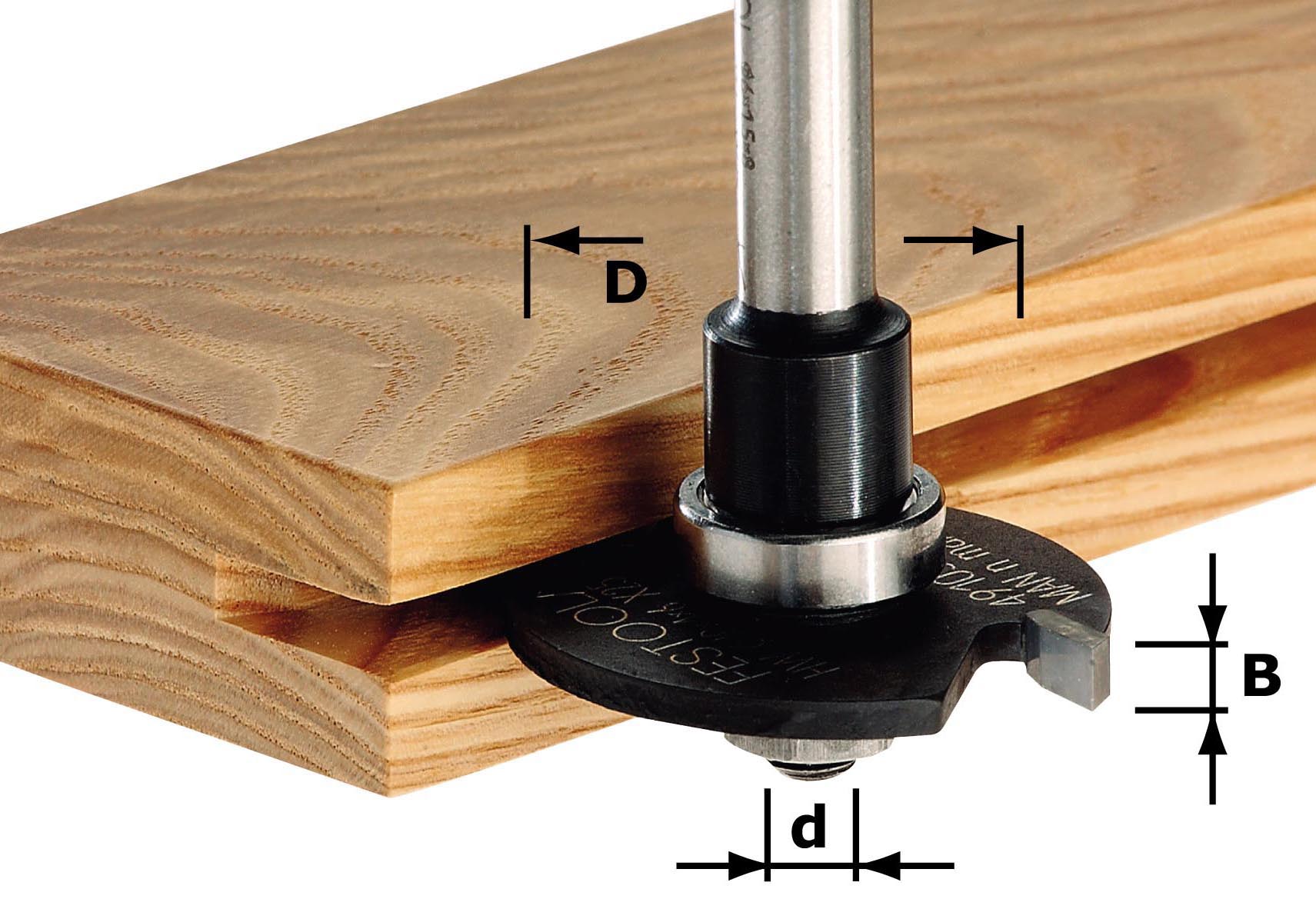
En typisk mølle til foring består af følgende elementer:
- strukturakse med fastgøringsmøtrik;
- to diske med knive;
- leje placeret mellem skærebladene.

Ofte er det tilrådeligt at demontere dem for at erstatte enhver komponent. Knive lavet af hård wolfram legering VK8 (wolfram og kobolt) kan skærpes op til 4 gange.
Verificerede producenter
I dag i byggebranchen er der hundredvis af små og store virksomheder. Eksperter anbefaler omhyggeligt at undersøge alle nuancer, inden de kontakter nogen af dem.

Sæt med slutbruger "Globus"
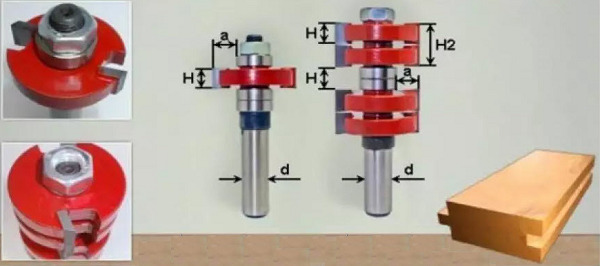
Virksomheden har etableret sig som en bona fide professionel værktøj fabrikant. Trailerfabrikker fra Globus-firmaet er beregnet til fremstilling af sådanne produkter som foring, et blokhus, eurolining. To kombinerede elementer er inkluderet i pakken, fangstprofilen. Dette sæt er godt, fordi det giver mulighed for to passager til at lave en fuld skinneforing, hvilket kan reducere tid og arbejdsomkostninger betydeligt.
På alle niveauer mellem lejerne, skiverne og møtrikken er der monteringspakninger, hvilket gør det nemt at justere afstanden mellem skiverne. Dette vil medvirke til at justere spændingen eller spændingen af torn-rilleforbindelsen. Carbide lodning lodret meget høj kvalitet, uden sagging, strømmen af messing, udføres omhyggeligt.


"Inveld"
Virksomheden fremstiller hårdmetalskærere i over 20 år. En af de seneste udviklinger i virksomheden er et kit til fremstilling af eurolining eller bare foring. Sættet består af to elementer. Man skærer fordelen, og den anden gør parringsdelen.
Fås i to typer sæt. Den første version - med en skaft på 8 mm. Den anden - med en skaft på 12 mm. Dette blev gjort for at arbejde både på fræsemaskiner med lav effekt og på mere kraftfulde udstyr - fræsemaskiner. Designet er foldet. Du kan løsne monteringsmøtrikken og fjerne komponenterne, udskift lejer eller skærpe knive. Knive karbid, legering VK8. Loddet til akslen med messing. De er nemme at skærpe dig selv med et diamantværktøj på bagsiden af kniven.

"Slaviske ret"
Denne producent fremstiller muligheder for firkantede og fræsemaskiner.
Virksomheden "Slavic yard" leverer en bred vifte af modeller. De er designet til produktion af alle typer beklædningsgenstande (til træ, klapbræt, eurolining, amerikansk, blokhus). Du kan vælge typen for dig selv i et sæt eller separat. Med udskiftelige eller napaynymi knive.

Fremstillingsproces
Panelet er et velbehandlet, grovt skåret bord med en rille på den ene side og en tunge / tunge for fugen på den anden. Designet er ret simpelt, så det er ikke muligt at lave det selv.
Til dette skal du:
- håndmølle eller maskine;
- sæt fræser;
- brædderne.
Til fremstilling af foring skal strippet fugovannye boards. Sådanne emner kan fremstilles uafhængigt eller købes færdige. Når der laves personlige emner, er det bedre at tage korte brædder (op til 2 m). De er nemmere at håndtere, og resultatet bliver mere præcist. For det første skal du trimme råbrættet på den ene side og derefter måle den ønskede størrelse fra en glat kant. Den optimale bredde er 7 - 10 cm, selvom alt dette er efter skønsmesterens skøn.
For at få den samme tykkelse af den fremtidige foring, skal du modstå antallet af passerer gennem møllen. Den resulterende forskel på nogle få millimeter vil være visuelt umærkelig.
Efter at have forberedt et træ på denne måde fortsætter vi til næste trin. Det er nødvendigt at skære en torn og en rille langs omkredsen af brættet.
På maskinen sker det i flere faser.
- Den valgte fræser er installeret på maskinen.
- Sænkning eller hævning af bordet justerer dybden af rillen.
- Ved den angivne afstandsindstillede linjal. Under arbejdet er det nødvendigt at sikre, at emnet passer snævert til kanten, ellers vil størrelsen mislykkes.
Til fremstilling af beklædningshåndværk kræver en kalibreret plade. For at gøre det på en manuel mølle vil det ikke fungere, er overfladen gage påkrævet. Højden af højderammen skal være 4 - 6 mm. Den tyndere vil bryde af, og Klyimer vil ikke tage det tykkere. Det er lavet ansigt mølle. Derefter passerer indrammet ovenfra og fjerner resten, så det flade område er mindst 5 mm. På den anden side fjernes en mindre afskærmning. Det er også nødvendigt at overvåge tykkelsen af materialet for at få et glat produkt.


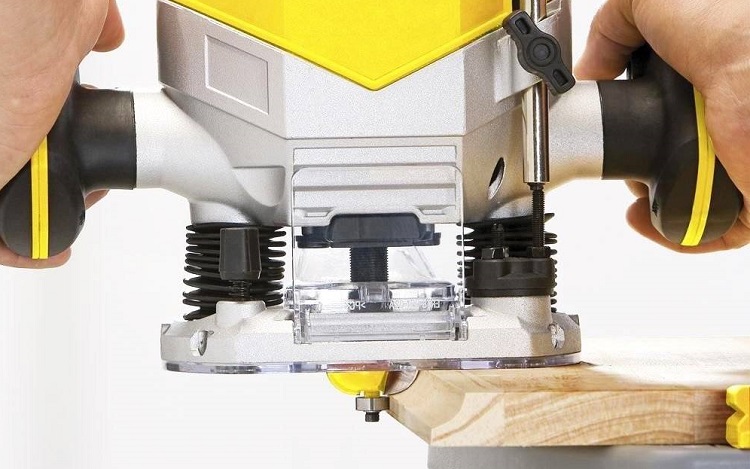
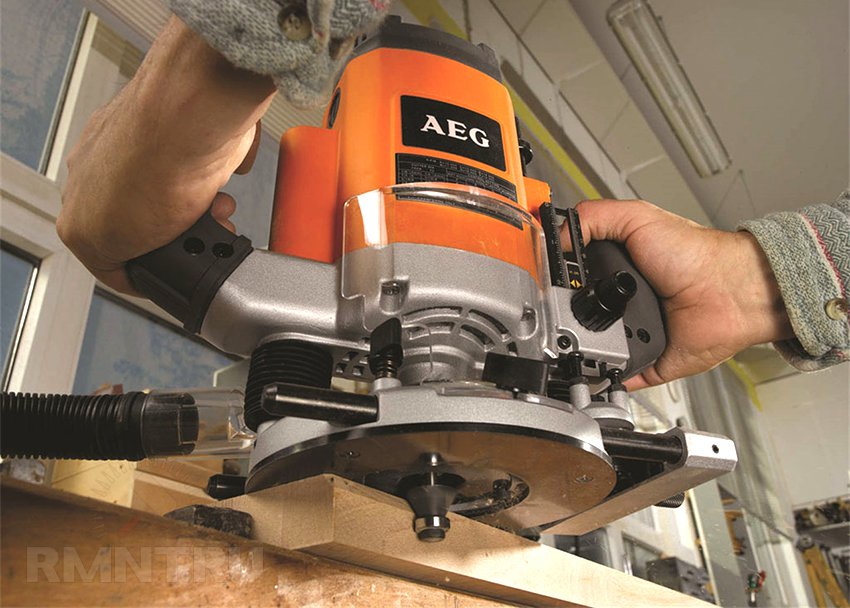
Operation Tips
At arbejde med en router kan være traumatisk, så du skal tydeligt vide og følge reglerne for driften af udstyret. Og så vil fremstillingsprocessen ikke medføre ubehagelige overraskelser, men det vil være en glæde.
Fabrikanter giver enkle tips til at forlænge fræsernes levetid.
- Når der arbejdes med træ, akkumuleres tjæreaflejringer, hvilket fører til for tidligt slid. Derfor er det nødvendigt at rengøre instrumentet dagligt fra plakat.
- Start ikke med et stumt værktøj. Manglen på skærpning kan fremkalde forbrændingen af forkant og forekomsten af en uoprettelig defekt på arbejdsfladen.
- Følg reglerne for skærpning. I modellerne, der er udformet, udføres det på skærens forside med sten CM1, CM2, med kornstørrelse A25 eller A35. Skarphed knive lavet af karbid materialer gør diamant cirkler. Glem ikke at sikre, at der ikke er brændende kant.


Som du kan se, er fremstillingsprocessen ikke særlig vanskelig. Han er under magten af enhver interesseret person. Vær ikke bange for at starte en ny virksomhed, og så tager resultatet ikke lang tid.
Hvordan vælger du kvalitetskuttere og hvad er deres forskelle, se den næste video.






















